Pусский
Pусский Spaans
Spaans(1) Wanneer de geëxtrudeerde knuppel in de vorm wordt gedaan, mag de knuppel niet te snel worden afgekoeld om vermindering van plasticiteit en toename van de vervormingsweerstand te voorkomen; vermijd tegelijkertijd een te groot temperatuurverschil tussen het knuppeloppervlak en de middelste laag om te voorkomen dat de extrusie defect raakt als gevolg van ongelijkmatige vervorming of dat de mal beschadigd is.
(2) Verminder het temperatuurverschil tussen de mal en de blanco en vermijd de snelle stijging van de temperatuur van het maloppervlak, waardoor het interne temperatuurverschil van de mal te groot wordt en grote interne spanning veroorzaakt, om verminder het risico van schade aan de vorm wanneer het werkt.
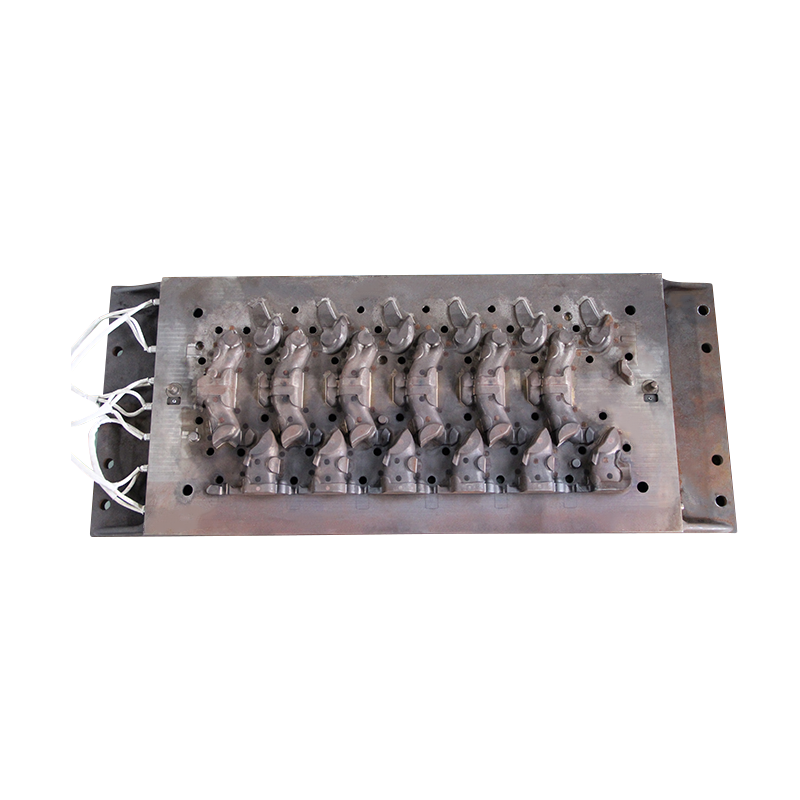
De specifieke methode voor het voorverwarmen van vormen is het installeren van een speciale weerstandsvoorverwarmer op de vorm, of het gebruik van een steekvlam of het plaatsen van een rood ijzeren blok op de vorm voor voorverwarmen. De voorverwarmtemperatuur is afhankelijk van de temperatuur van de extrusieblanco.
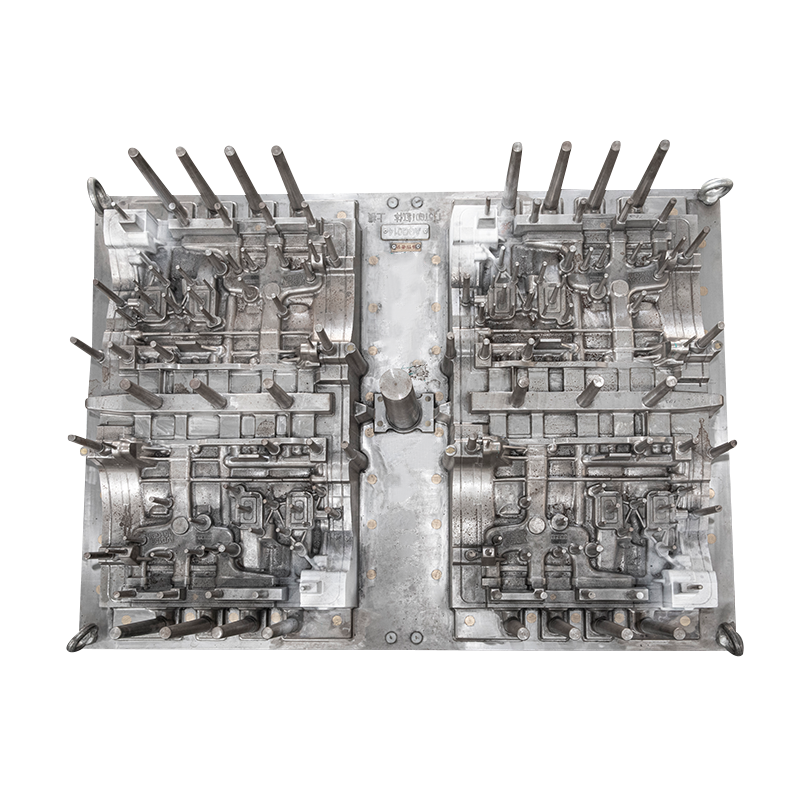
Bovendien blijft tijdens het continue productieproces van de mal, vanwege het langdurige contact met de knuppel dat hoger is dan zijn eigen temperatuur, de temperatuur van de convexe en concave mallen stijgen en dalen de sterkte en hardheid scherp, wat de levensduur van de mal beïnvloedt. Tegelijkertijd, onder invloed van hoge extrusiespanning, is de mal na de temperatuurstijging meer vatbaar voor vervorming, wat de vorm en maatnauwkeurigheid van het geëxtrudeerde onderdeel ernstig aantast. Daarom zou u in de vormstructuur moeten overwegen om een koelapparaat op te zetten of continu handmatige koelmethoden te gebruiken om de vormtemperatuur binnen het bereik van 150-300°C te houden.
Bij de productie van kleine series kan perslucht worden gebruikt om werkende onderdelen zoals convexe en concave mallen na elke vorming af te koelen, of om het tijdsinterval van warm smeden te vergroten.
Bij grootschalige productie moeten speciale maatregelen worden genomen om ervoor te zorgen dat de matrijstemperatuur stabiel is binnen het voorverwarmtemperatuurbereik. De specifieke vier maatregelen zijn als volgt.
(1) Bij gebruik van een mechanische pers voor continue productie kan het aantal slagen per tijdseenheid op passende wijze worden aangepast om ervoor te zorgen dat er voldoende tijd is om de vorm af te koelen.
(2) Open gaten in de vorm om de interne koeling te verbeteren. Gebruik bijvoorbeeld een pomp om een smeermiddel met een druk van 0,12 ~ 0,14 MPa in de poriën van de mal te drijven voor uitademing om de convexe mal af te koelen, en blaas een druk van 0,4 ~ 0,5 MPa in de concave mal. Perslucht om de matrijs en uitwerper te koelen.
(3) Voor sproeikoeling van de matrijs is de belangrijkste overweging de locatie waar het smeermiddel niet kan stromen vanwege de snelle verdamping van water.
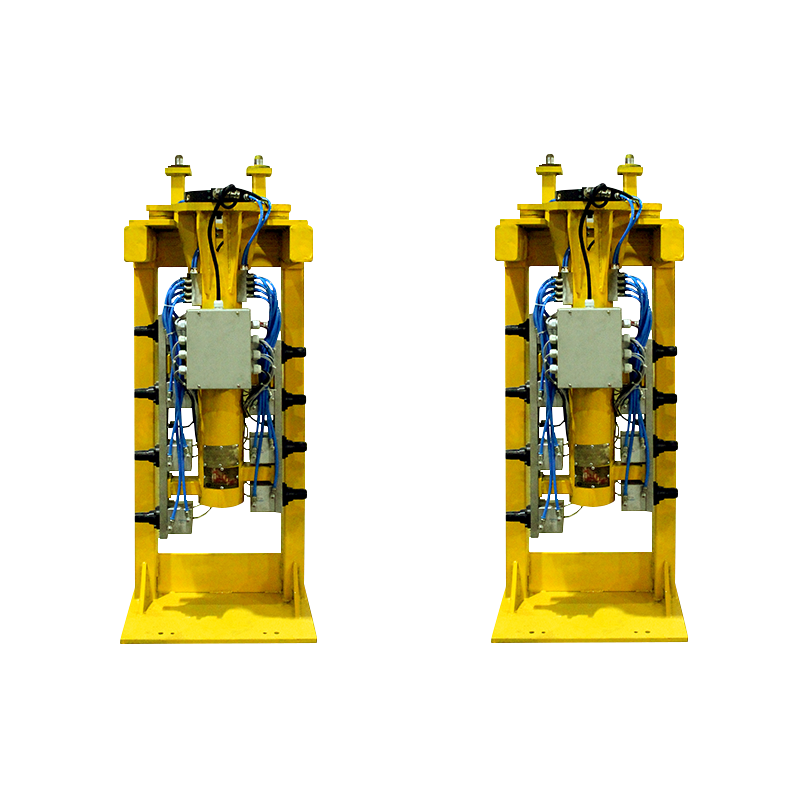
(4) De vorm is uitgerust met een waterkoelingsapparaat.