Pусский
Pусский Spaans
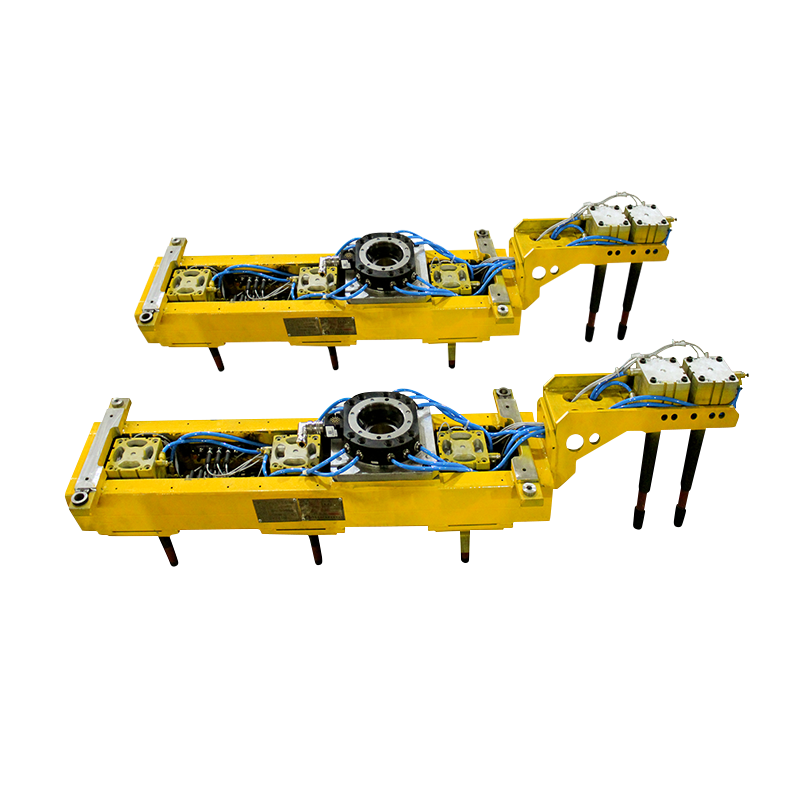
Spaans De kwaliteit en productiviteit van spuitgietonderdelen hangen in grote mate af van het feit of de warmtebalansregeling van de spuitgietmatrijs correct is. Alleen door de warmtebalans van de spuitgietmatrijs effectief te regelen en aan te passen, kunnen de parameters van het spuitgietproces worden gestabiliseerd.
Bij spuitgietproductie, wanneer de door de mal afgegeven warmte groter is dan de warmtetoevoer van de legeringsvloeistof naar de mal, bijvoorbeeld wanneer een grotere mal wordt gebruikt om dunwandige onderdelen te spuitgieten of een mal met meer glijder structuren, om de thermische balans van de mal te bereiken, is het noodzakelijk om toe te voegen. Voeg warmte toe aan de vorm; de methode van het toevoegen van extra warmte kan worden opgelost door een machine voor het regelen van de matrijstemperatuur te gebruiken, een instelbare buisvormige elektrische verwarmer op de mal te plaatsen, een isolator buiten de mal te plaatsen of het overtollige deel van het gietstuk inclusief de overloopgroef in te stellen. Integendeel, de warmte-invoer door de mal is groter dan de warmte-output door de dissipatie, en de matrijstemperatuur overschrijdt de specificatie, en er moet kunstmatige geforceerde koeling worden gebruikt.
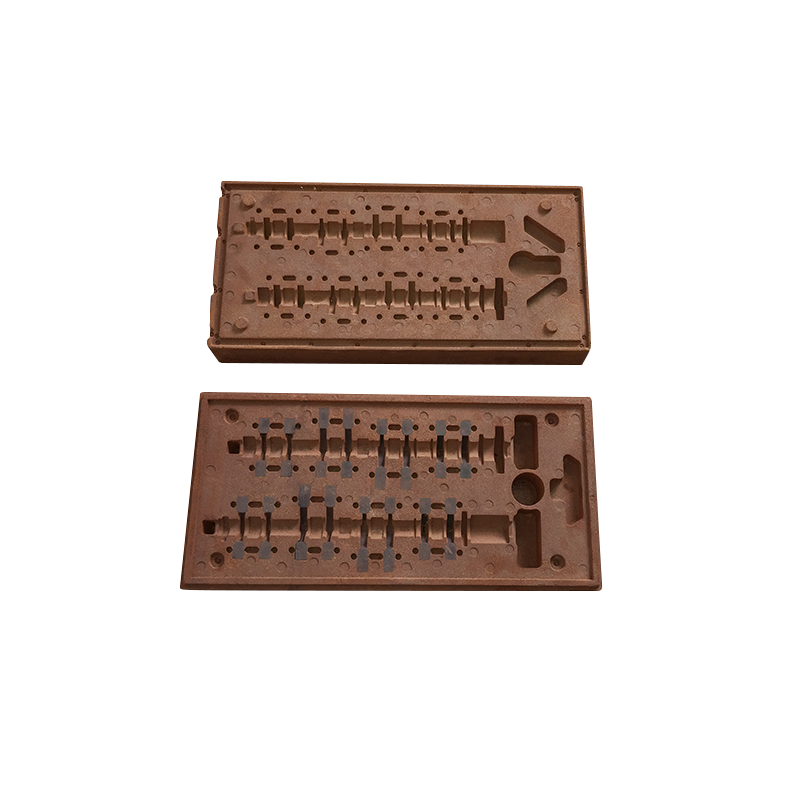
Voor elke spuitgietcyclus absorbeert de mal de invoerwarmte van de legeringsvloeistof en voert de warmte door warmtegeleiding naar buiten af. Over het algemeen verliezen straling en natuurlijke convectie slechts 5% van de totale invoerwarmte en wordt de resterende 95% volledig door de mal geabsorbeerd. Warmtegeleiding output. Wanneer de warmteopname en warmtedissipatie van de vorm gelijk is in tijdseenheid, kan de evenwichtstoestand worden bereikt, dat wil zeggen, de vorm bereikt thermisch evenwicht zodat de warmtetoevoer naar de vorm gelijk moet zijn aan de som van de warmteafgifte door natuurlijke dissipatie en kunstmatige koeling zodat in elke spuitgietcyclus de warmte-invoer en -uitvoer van de matrijs hetzelfde zijn.
Bij de daadwerkelijke productie zijn er veel factoren die de warmtebalans van de vorm beïnvloeden, waaronder de giettemperatuur, de voorverwarmingstemperatuur van de vorm, de capaciteit van de legeringsvloeistof, het vormvolume, de locatie en hoeveelheid van het overloopsysteem, de toestand van de vormkoeling en de bedrijfscyclustijd , enz. Om een goede warmtebalans van de mal te bereiken, moet dit worden bereikt door de parameters van het spuitgietproces aan te passen, waaronder de injectiedruk, ponssnelheid, malretentie en uitwerptijd, spuiten en andere factoren die van invloed zijn en beperken elkaar.
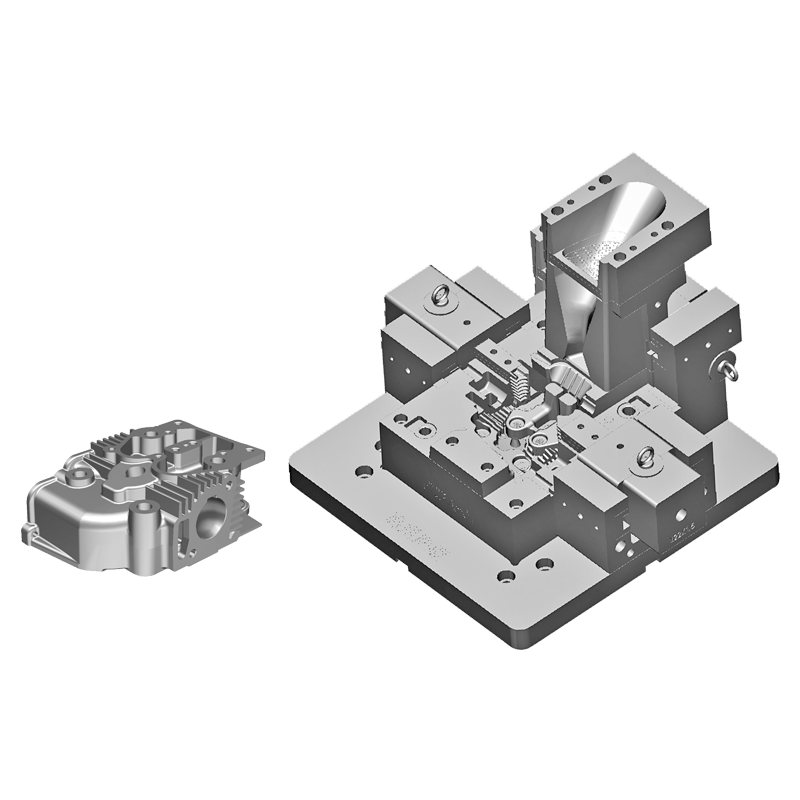
De selectie en aanpassing van de maltemperatuur moet uitgebreid worden overwogen op basis van de vorm, grootte en structurele kenmerken van het gietstuk, evenals de eigenschappen van de legering, malstructuur en gietomstandigheden. De aanbevolen werktemperatuur van de spuitgietmatrijs is als volgt: legering 180-240 ℃, aluminiumlegering 200-250 ℃, koperlegering 280-350 ℃.
Het effectief regelen en aanpassen van de matrijstemperatuur kan niet alleen de levensduur van de spuitgietmatrijs verlengen, maar is ook een belangrijke procesparameter om een goede vulling van de legeringsvloeistof en een stabiele gietkwaliteit te garanderen. Op dit moment vereisen de spuitgietwerkplaatsen die eisen stellen aan de kwaliteit van spuitgietonderdelen zonder overeenkomstige middelen om de matrijstemperatuur te regelen, in principe dat de matrijzen worden voorverwarmd vóór productie om overmatige afkoeling van de legeringsvloeistof en plotselinge toename van de matrijs te voorkomen temperatuurgradiënt, wat de kwaliteit van de gietstukken en de oververhitting zal verminderen. Als de mal vroegtijdig wordt beschadigd, moet de temperatuur van de belangrijkste delen van de mal worden gecontroleerd en aangepast volgens de procesvoorschriften, het productieritme en de gietstroom van de legeringsvloeistof, en moet de aanpassing van het spuiten worden gecontroleerd.