Pусский
Pусский Spaans
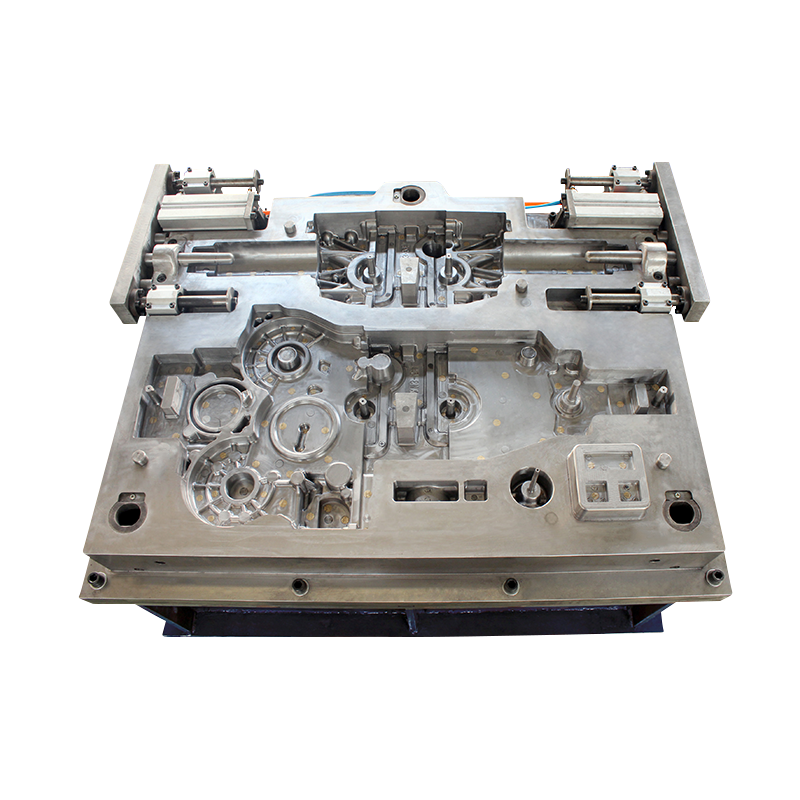
Spaans Bij de productie en verwerking van spuitgietvormdelen zijn er vanwege de complexe vorm en structuur duidelijke verschillen in de dwarsdoorsnede van elk onderdeel, dus wanneer een warmtebehandeling wordt uitgevoerd, zijn de verwarmings- en koelsnelheden van elk onderdeel ook anders. Deze situatie kan leiden tot de vorming van verschillende thermische spanningen, weefselspanningen en faseovergangsvolumes in verschillende delen van het onderdeel. Het veroorzaakt abnormale uitzetting of samentrekking van het volume van het onderdeel, wat resulteert in een grote afwijking in de grootte en vorm, en zelfs barsten.
Er zijn veel redenen voor de vervorming en barsten door warmtebehandeling van spuitgietmatrijzen, waaronder de chemische samenstelling en originele structuur van het staal, de structurele vorm en sectiegrootte van de onderdelen en het warmtebehandelingsproces. Bij de daadwerkelijke productie is vervorming vaak onmogelijk volledig te elimineren en kan de mate van optreden alleen zoveel mogelijk worden verminderd, maar zolang de juiste maatregelen worden genomen, kan scheuren volledig worden voorkomen.
1. Voorbereidende warmtebehandeling
De zogenaamde voorbereidende warmtebehandeling is relatief ten opzichte van de uiteindelijke warmtebehandeling, dat wil zeggen dat een voorbereidende warmtebehandelingsstap wordt toegevoegd vóór de laatste warmtebehandeling, wat een goede bewerkbaarheid of microstructuur kan bieden voor de laatste warmtebehandeling. Gangbare voorbereidende warmtebehandelingsprocessen omvatten uitgloeien, normaliseren, afschrikken en ontlaten.
Voor de voorbereidende warmtebehandeling van stempelmatrijzen van eutectoïde staal ligt de nadruk op het elimineren van netvormig secundair cementiet, korrelverfijning en interne spanning in smeedstukken. Het specifieke proces is om eerst een normaliserende behandeling uit te voeren en vervolgens sferoïde gloeien uit te voeren. Voor het stempelen van matrijsdelen moet het worden gestabiliseerd door ontlaten bij lage temperatuur. Voor die mallen met complexe vormen en hoge precisie-eisen, vanwege de grotere kans op vervorming en scheuren tijdens de warmtebehandeling, moet een geschikte afschrik- en ontlaatbehandeling worden uitgevoerd nadat de ruwe bewerking is voltooid en voordat de afwerkingsbewerking wordt gestart. De warmtebehandeling wordt gebruikt om de organisatie voor te bereiden om het optreden van scheuren zoveel mogelijk te voorkomen.
2. Uitdovende verwarmingsmethode en bescherming van onderdelen
Afschrikken en ontlaten zijn de processen die het meest vatbaar zijn voor vervorming en barsten van onderdelen. Voor sommige kleine spuitgietvormen, slanke cilindrische onderdelen of hooggelegeerde stalen vormdelen, enz., Moet de blusmethode van directe verwarming worden vermeden, maar deze moet worden voorverwarmd tot 520 tot 580 graden Celsius en vervolgens in een medium worden geplaatst temperatuur zoutbad oven. Verwarm tot afschriktemperatuur. De praktijk heeft bewezen dat de vervorming van onderdelen met behulp van deze verwarmingsmethode aanzienlijk kleiner is dan die van directe verwarming en afschrikken in een elektrische oven of galmoven, en scheuren kan in principe worden vermeden.
Als tijdens het blussen de verwarmingstemperatuur van austenitische onderdelen te hoog is, zullen de korrels grof zijn en is het gemakkelijk om oxidatie, ontkoling en andere verschijnselen te veroorzaken, resulterend in vervorming en barsten van de onderdelen; en als de temperatuur te laag is, krimpen de binnenste gaten van de onderdelen en krimpt de grootte van de poriegrootte. kleiner worden. Probeer daarom binnen het toegestane bereik van de verwarmingstemperatuur de bovengrens van de temperatuur voor blussen te selecteren. Voor gelegeerd staal is de verwarmingstemperatuur te hoog, waardoor het binnenste gat uitzet en de poriegrootte groter wordt. Het is het beste om de ondergrens van de toegestane temperatuur te kiezen.
Bovendien is het bij het blussen en ontlaten noodzakelijk om maatregelen te nemen om de onderdelen die vatbaar zijn voor vervorming en scheuren effectief te beschermen, zodat de vorm en doorsnede symmetrisch zijn en de interne spanning in evenwicht is. Dit geldt met name voor onderdelen met complexe vormen. Veelgebruikte beschermingsmethoden zijn balen persen, vullen en stoppen.
3. Optimalisatie van koelmethode en selectie van koelmiddel
Wanneer de spuitgietvormdelen worden verwarmd, mogen ze niet direct in het koelmiddel worden geplaatst nadat ze uit de oven zijn gehaald, waardoor het lokale temperatuurverschil gemakkelijk te groot kan worden en vervorming en barsten kan ontstaan. De juiste methode is om de onderdelen eerst in de lucht voor te koelen en ze vervolgens in de koelvloeistof te plaatsen om ze af te schrikken. Om de uniforme koelsnelheid van elk onderdeel van het onderdeel te garanderen, moet het op de juiste manier worden geroteerd nadat het koelmiddel is aangebracht, en de rotatierichting is bij voorkeur niet vast.
De keuze van het koelmiddel is net zo belangrijk. Voor gelegeerd staal is isotherm afschrikken of gradueel afschrikken met kaliumnitraat en natriumnitriet hete baden een effectieve methode om vervorming te verminderen, vooral voor spuitgietmatrijzen met complexe vormen en precieze afmetingen. Sommige poreuze vormdelen hebben de kenmerken van afkoelen en krimpen in olie en afkoelen en uitzetten in nitraat. Het rationele gebruik van twee verschillende media kan ook de vervorming van onderdelen als gevolg van afschrikken verminderen.
4. De controle van de ontlaatbehandeling
Nadat de spuitgietmatrijsdelen in het koelmiddel zijn geblust, mogen ze niet te lang in de lucht blijven, maar moeten ze in een ontlaatoven worden geplaatst voor een ontlaatbehandeling op tijd om de interne spanning van de onderdelen te elimineren en de neiging tot vervorming te verminderen en kraken. Vooral voor sommige spuitgietmatrijsdelen die moeten worden verwerkt door draadsnijden, worden gegradeerde afschrikkingen en meerdere ontlaatwarmtebehandelingen gebruikt vóór draadsnijverwerking, wat de hardbaarheid van de onderdelen effectief kan verbeteren, de interne spanningsverdeling uniform kan maken, en minder vatbaar zijn voor vervorming en scheuren. Tijdens het ontlaatproces moet worden voorkomen dat ontlaatverbrossing bij lage temperatuur en ontlaatverbrossing bij hoge temperatuur optreden.