Pусский
Pусский Spaans
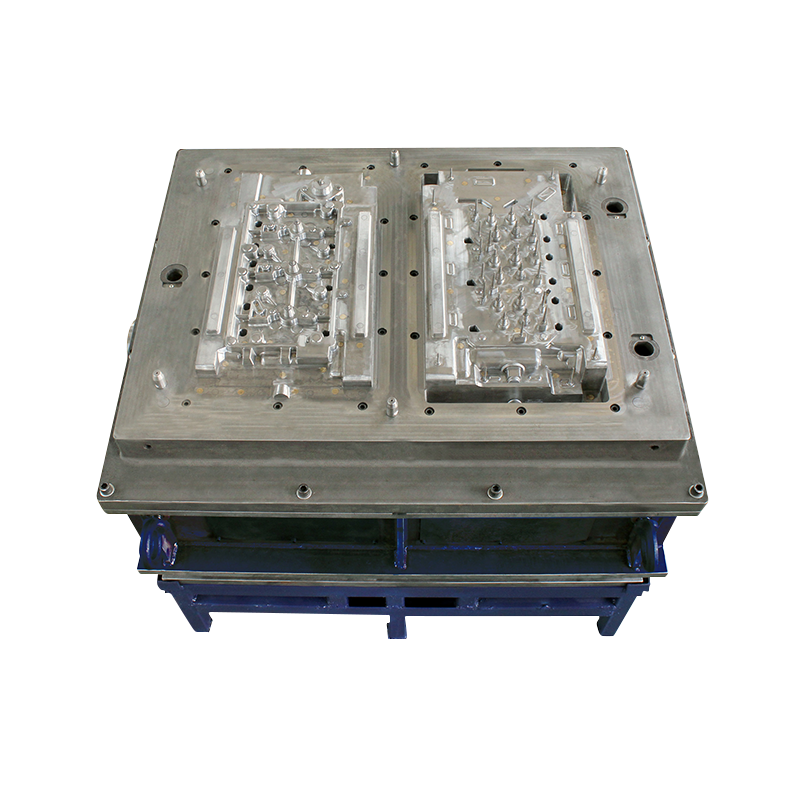
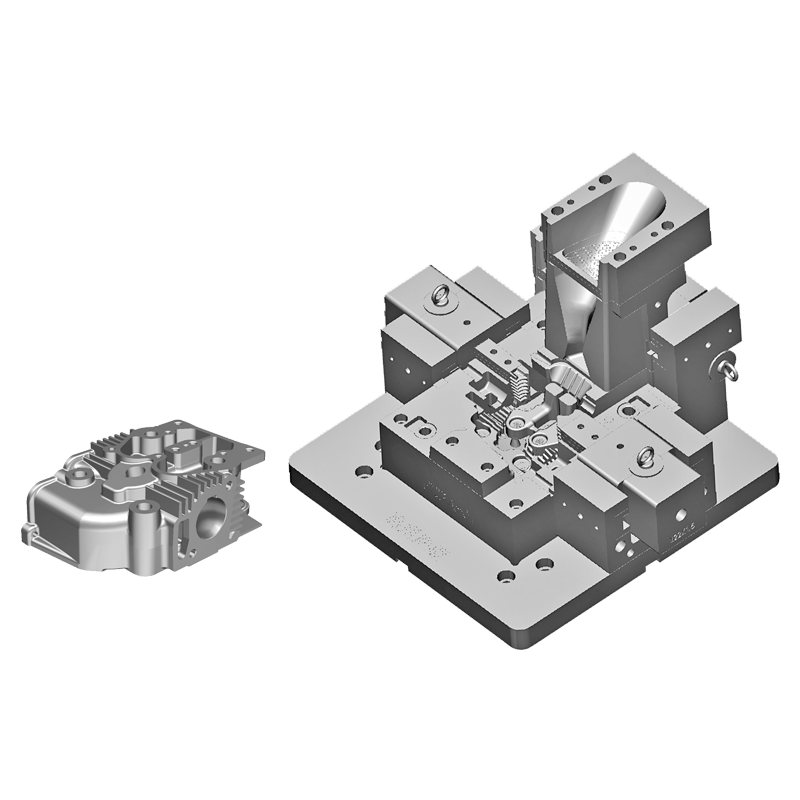
Spaans Bij het ontwerp van het spuitgieten moet rekening worden gehouden met de wanddikte van het spuitgietwerk, de gietlijn en de lossingshoek van het spuitgietwerk, de verstevigingsribben, de minimale afstand tussen het gietgat en het gat tot de rand van de matrijs gieten, het rechthoekige gat en de groef op het spuitgieten, het spuitgieten Er zijn zeven aspecten van de bewerkingstoeslag van wisselplaten en spuitgieten in de onderdelen.
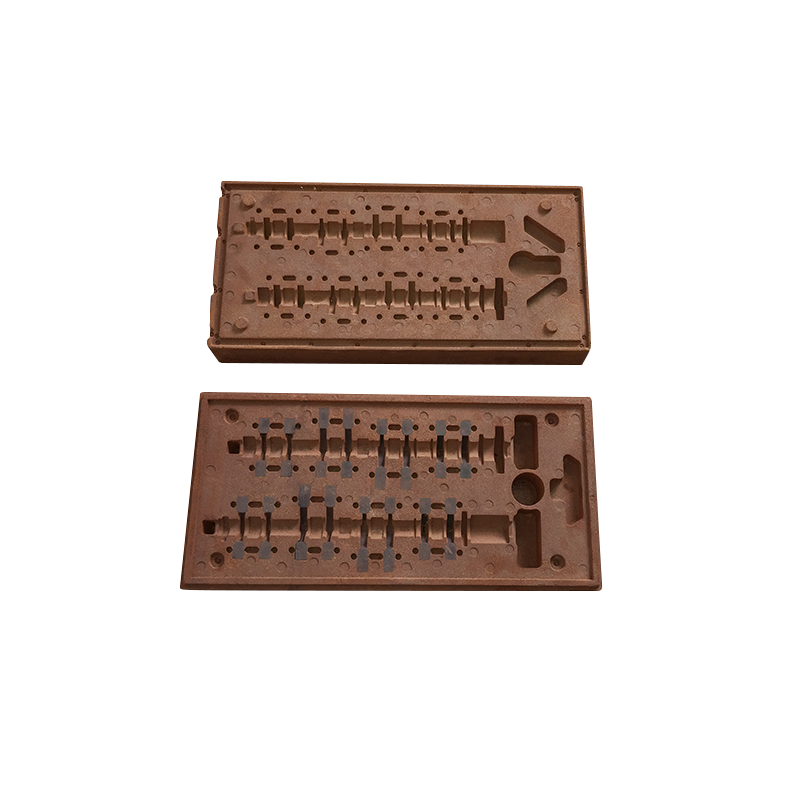
Ontwerpspecificatie voor het gieten van de filet: Gewoonlijk moet elk deel van het spuitgieten een filet hebben (behalve op het scheidingsoppervlak), waardoor het metaal soepel kan stromen tijdens het vullen, en het gas gemakkelijk kan worden afgevoerd en scheuren door scherpe hoeken kunnen worden voorkomen . Voor spuitgietstukken die gegalvaniseerd en afgewerkt moeten worden, kunnen afgeronde hoeken gelijkmatig worden gecoat om verfophoping bij scherpe hoeken te voorkomen. De afrondingsradius R van het spuitgieten mag over het algemeen niet minder zijn dan 1 mm en de minimale afrondingsradius is 0,5 mm.
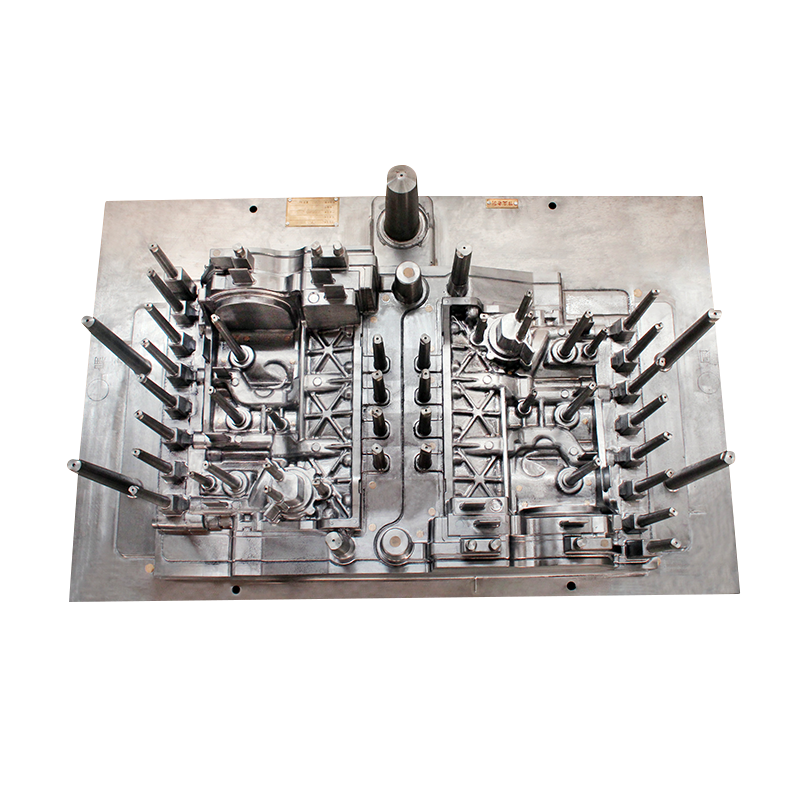
Ontwerpspecificaties van inzetstukken in spuitgietstukken: ten eerste mag het aantal inzetstukken op de spuitgietstukken niet te veel zijn; ten tweede moet de verbinding tussen de inzetstukken en de spuitgietstukken stevig zijn en tegelijkertijd moeten de inzetstukken voorzien zijn van sleuven, verhogingen, kartels, enz.; Ten derde moeten de inzetstukken scherpe hoeken vermijden om plaatsing te vergemakkelijken en de spanningsconcentratie van de gietstukken te voorkomen. Als er ernstige galvanische corrosie is tussen de gietstukken en de inzetstukken, moet het oppervlak van de inzetstukken worden beschermd door middel van beplating; ten slotte moeten gietstukken met inzetstukken worden vermeden. Warmtebehandeling om volumeverandering als gevolg van faseovergang van de twee metalen te voorkomen, waardoor het inzetstuk loskomt.
Ontwerpspecificatie voor het gieten van filets van spuitgietstukken
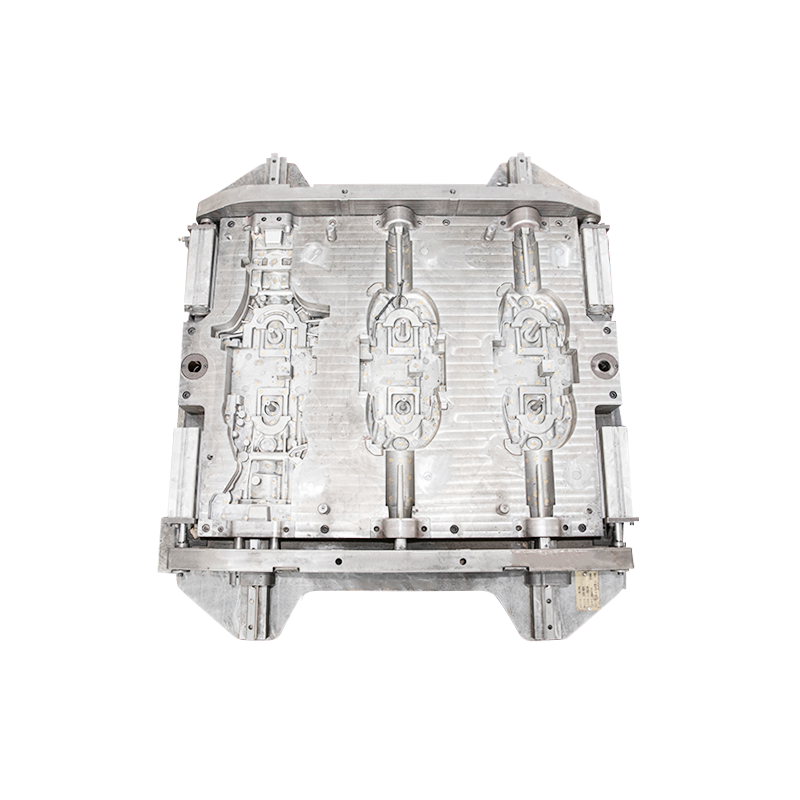
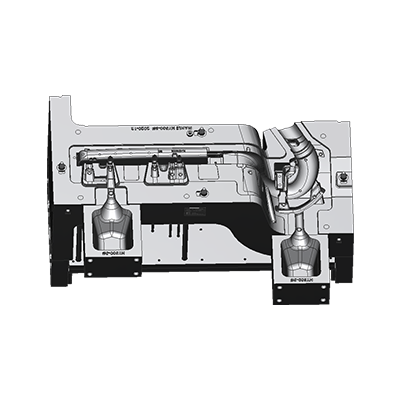
Ontwerpspecificaties voor wanddikte van spuitgietstukken: Dunwandige spuitgietstukken hebben een hogere sterkte en betere compactheid dan dikwandige spuitgietstukken. Met het oog hierop moet het ontwerp van spuitgietonderdelen de volgende principes volgen: Ervoor zorgen dat de gietstukken voldoende sterkte en stijfheid hebben De onderste wanddikte moet zoveel mogelijk worden verminderd en de wanddikte moet worden behouden uniform. De praktijk heeft bewezen dat het wanddikteontwerp van spuitgietonderdelen over het algemeen 2,5-4 mm is, en onderdelen met een wanddikte van meer dan 6 mm mogen niet worden geproduceerd door het spuitgietproces. De prestaties van de invloed van te dikke en te dunne wanden van spuitgietstukken op de kwaliteit van de gietstukken: als de wanden van de gietstukken te dun zijn in het ontwerp, zal het metaallassen niet goed zijn, wat direct van invloed is op de sterkte van de gietstukken, en zal tegelijkertijd moeilijkheden veroorzaken bij het vormen; de wanden zijn te dik of erg ongelijk. Aan de andere kant, met de toename van de wanddikte, nemen ook defecten zoals poriën en krimp in het gietstuk toe, wat ook de sterkte van het gietstuk zal verminderen en de kwaliteit van het gietstuk zal aantasten.
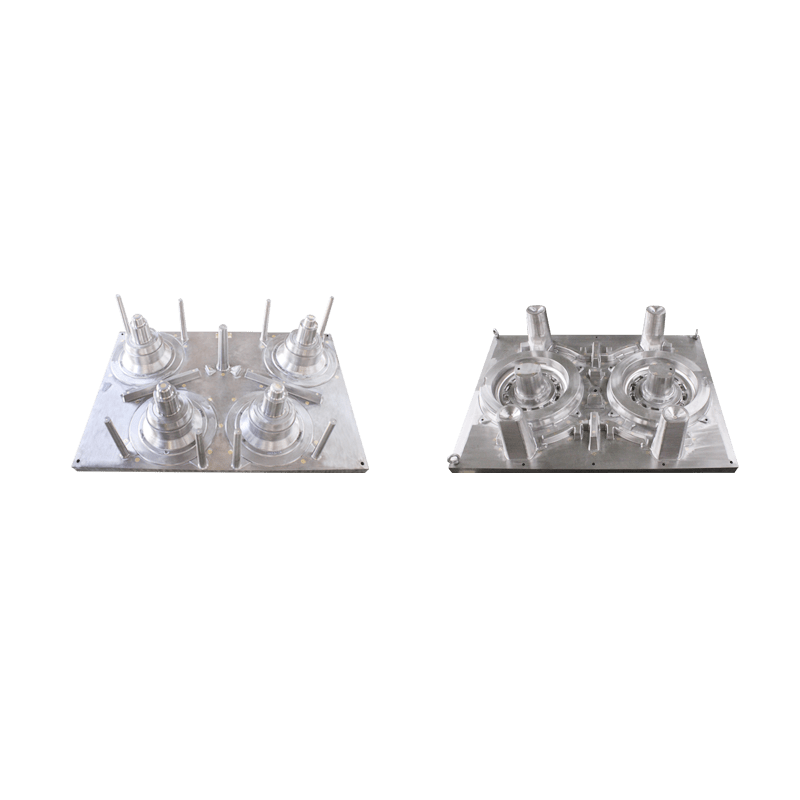
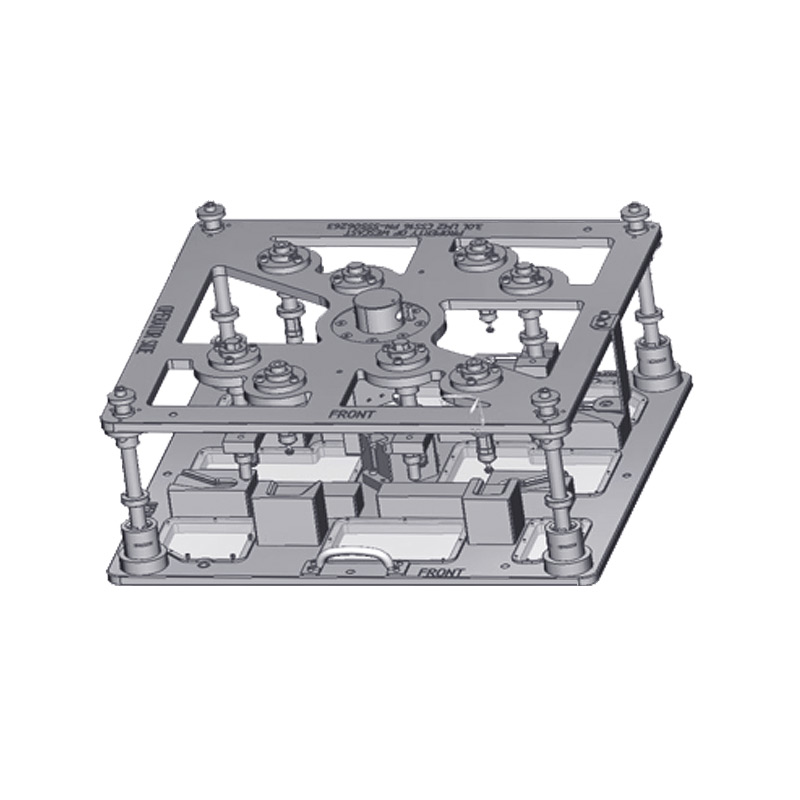
Ontwerpspecificaties voor bewerkingstoeslagen van spuitgietstukken: Over het algemeen moeten ondernemingen, vanwege de beperkingen van het spuitgietproces, wanneer bepaalde maatnauwkeurigheid, oppervlakteruwheid of geometrische toleranties van spuitgietstukken niet kunnen voldoen aan de vereisten van de producttekeningen, eerst overwegen om Zoals correctie, polijsten, extrusie, vormgeving en andere afwerkingsmethoden om te repareren, wanneer afwerking deze problemen niet volledig kan oplossen, moeten sommige delen van het spuitgieten worden bewerkt. Hierbij moet worden opgemerkt dat bij het bewerken rekening moet worden gehouden met een kleine bewerkingstoeslag en dat tegelijkertijd moet worden geprobeerd het oppervlak te gebruiken dat niet wordt beïnvloed door het scheidingsoppervlak en actieve vorming als blanco referentieoppervlak, om te voorkomen dat invloed op de bewerkingsnauwkeurigheid.
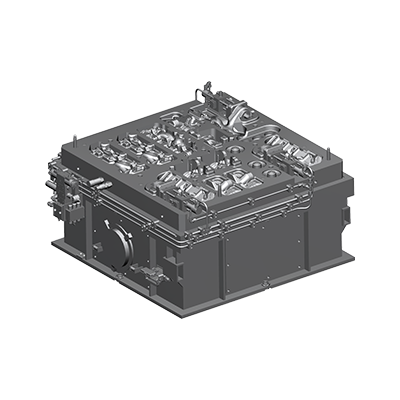
Ontwerpspecificaties voor de ontkistingshelling van spuitgietstukken: Bij het ontwerpen van spuitgietstukken moet er een structurele helling op de constructie zijn. Als er geen structurele helling is, moet er waar nodig een proceshelling zijn voor ontkisting. De richting van de helling moet consistent zijn met de losrichting van het gietstuk.