Pусский
Pусский Spaans
SpaansOpgemerkt moet worden dat er naast "cavitatie" nog andere redenen zijn voor de "pitting" die wordt gevormd op het oppervlak van gietstukken van aluminiumlegeringen, zoals: het oppervlak van de mal is niet volledig gepolijst na EDM, of het oppervlak van de mal is te helder. Hierdoor kan het losmiddel geen goede beschermende film op het oppervlak van de mal vormen, wat resulteert in puntachtige erosie en schimmel die aan het oppervlak van de mal blijft kleven. De door "cavitatie-erosie" op het oppervlak van de mal geproduceerde putten hebben echter een andere vorm dan dergelijke defecten en het is noodzakelijk om voldoende ervaring te hebben om een juist oordeel te kunnen vellen.
Oorzaken van cavitatie-erosie bij spuitgieten van aluminiumlegeringen
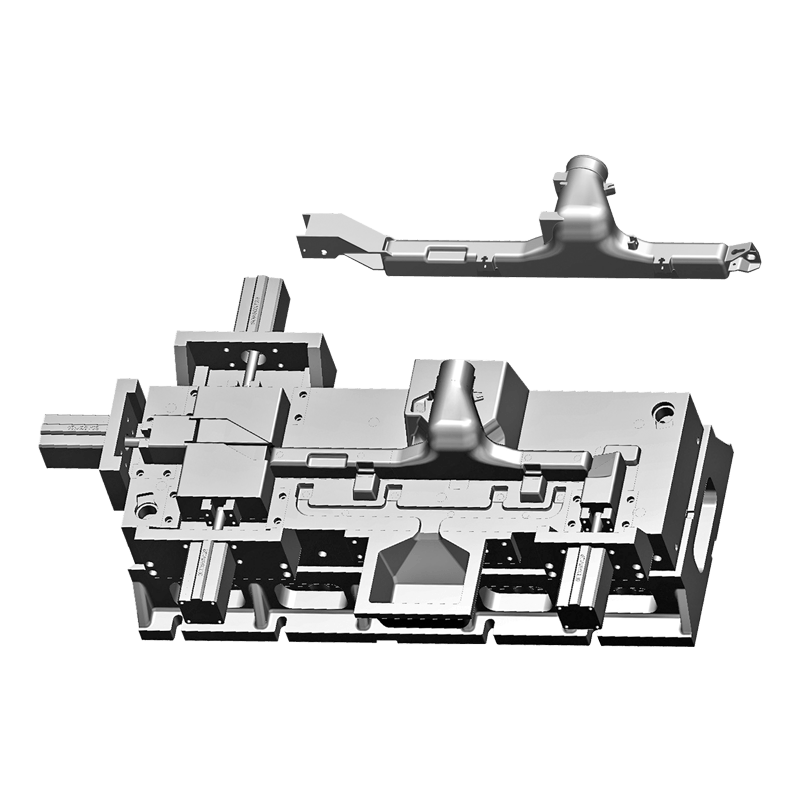
Spuitgieten van aluminiumlegeringen is het met hoge snelheid injecteren van een vloeibare aluminiumlegering in de gehele holte van de vorm door middel van een stoot om het gewenste product te verkrijgen. Tijdens de stroom van gesmolten aluminium moet het door de loper gaan om de binnenpoort te bereiken en vervolgens in de vormholte te spuiten. De loper van de mal is de enige weg voor het gesmolten aluminium om te stromen. Het ontwerpprincipe is dat de dwarsdoorsnede van de loper in een krimpende toestand moet zijn, zodat de lucht in de loper kan worden afgevoerd naar het voorste uiteinde van het gesmolten aluminium tijdens de stroom van het gesmolten aluminium.
De belangrijkste reden voor cavitatie is dat het ontwerp van de matrijs in strijd is met de bovenstaande ontwerpprincipes. Op het loperpad waardoor de vloeistof van aluminiumlegering stroomt, wordt het dwarsdoorsnedegebied van de loper groter. Wanneer het gesmolten aluminium door de uitzettende binnenste runner stroomt, zal er volume-expansie en een plotselinge drukval optreden, wat resulteert in de vorming van onderdruk (of uitgeholde) holtes in het gesmolten aluminium. Wanneer de injectie onder druk staat, barst de holte in de loper en in de vormholte. Wanneer het barst, vormt het een interne explosie, die enorme energie kan genereren. Wanneer het product wordt geproduceerd, veroorzaken de continue meervoudige implosies vermoeidheidsvervorming op het oppervlak van de metalen vorm of loper, waardoor kuilen worden gevormd die zichtbaar zijn voor het blote oog. Dienovereenkomstig worden uitstekende putjes gevormd op het oppervlak van het gietproduct.
Methoden om cavitatie te voorkomen bij spuitgieten onder hoge druk - correct ontwerp van de matrijsgeleider
Bij het ontwerp van de vormloper moeten de volgende principes worden gevolgd: het dwarsdoorsnede-oppervlak van de loper van de cake moet worden verkleind, en wanneer de loper takken heeft, moet het dwarsdoorsnede-oppervlak van de hoofd uitloper moet groter zijn dan twee of meer zijuitlopers De som van de dwarsdoorsnede-oppervlakken.