Pусский
Pусский Spaans
Spaans
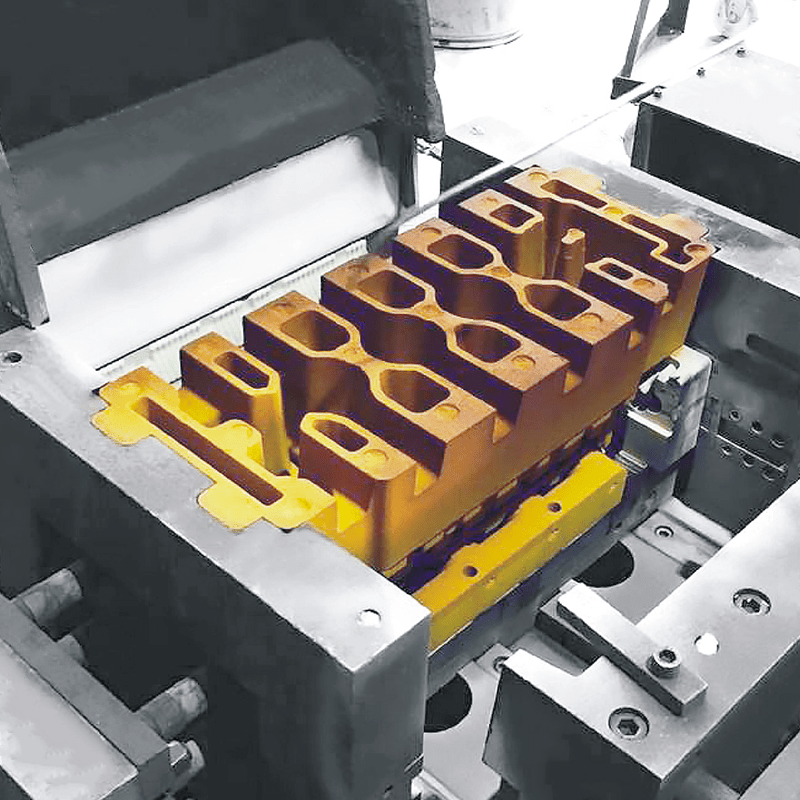
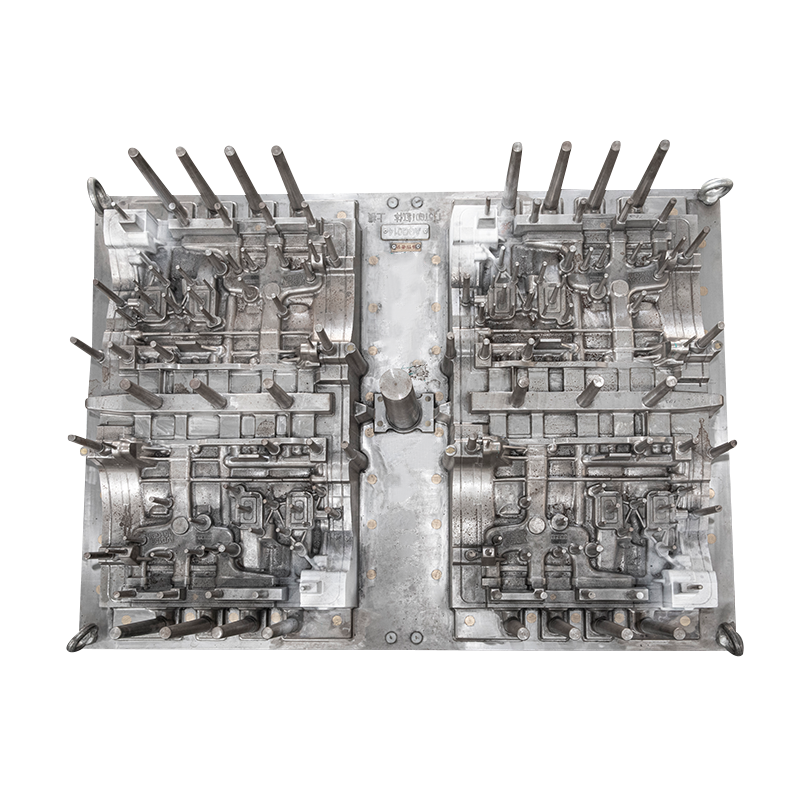
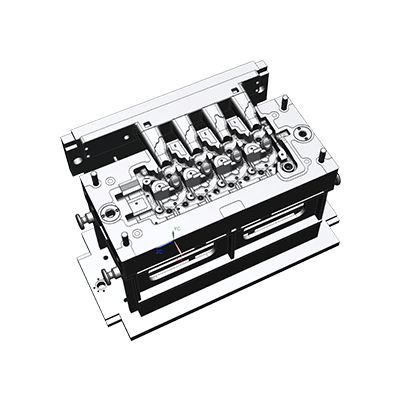
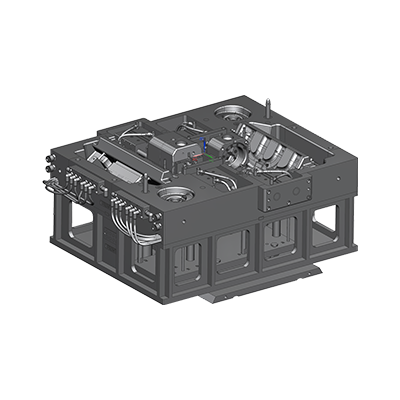
Spuitgietmatrijs is een hulpmiddel voor het gieten van metalen onderdelen, een hulpmiddel voor het voltooien van het spuitgietproces op een speciale spuitgietmatrijssmeedmachine. Kunststof matrijzen zijn gereedschappen die worden gekoppeld aan kunststof vormmachines in de kunststofverwerkende industrie om kunststof producten een complete configuratie en maat te geven. Dus wat is het verschil tussen de twee?
Het verschil tussen spuitgietmatrijs en plastic mal:
1. De injectiedruk van de spuitgietmatrijs is groot, dus de sjabloon moet relatief dik zijn om vervorming te voorkomen
2. De poort van de spuitgietmatrijs verschilt van die van de spuitgietmatrijs en moet worden gebruikt als een gespleten kegel om de hoge druk van de materiaalstroom te ontbinden.
3. Gietvormkernen hoeven niet te worden geblust, omdat de temperatuur in de holte hoger is dan 700 graden tijdens het spuitgieten. Daarom is elke vorming gelijk aan afschrikken. De holte zal harder en harder worden. De algemene spuitgietvorm moet worden geblust tot boven HRC52.
4. Gietvormen moeten over het algemeen in de holte worden genitreerd om te voorkomen dat de legering aan de holte blijft kleven.
5. Over het algemeen is de corrosie van spuitgietmatrijzen relatief groot en is het buitenoppervlak over het algemeen blauw.
6. Vergeleken met de spuitgietmatrijs heeft het beweegbare bijpassende deel van de spuitgietmatrijs (zoals de kerntrekschuif) een grotere bijpassende opening, omdat de hoge temperatuur van het spuitgietproces thermische uitzetting veroorzaakt. Als de opening te klein is, zal de mal vastlopen.
7. De vereisten voor het matchen van het scheidingsoppervlak van spuitgietmatrijzen zijn hoger, omdat de vloeibaarheid van legeringen veel beter is dan die van kunststoffen. De materiaalstroom met hoge temperatuur en hoge druk die uit het scheidingsoppervlak vliegt, is zeer gevaarlijk
8. Over het algemeen kunnen spuitgietmatrijzen worden geventileerd door vingerhoed, scheidingsoppervlak, enz., Spuitgietmatrijzen moeten ontluchtingsgroeven en slakverzamelzakken hebben (verzamelkoppen voor koud materiaal);
9. Het vormen is inconsistent, de injectiesnelheid van de spuitgietvorm is snel en de injectiedruk is één sectie. Kunststof mallen worden meestal in meerdere secties geïnjecteerd om de druk te behouden.