Pусский
Pусский Spaans
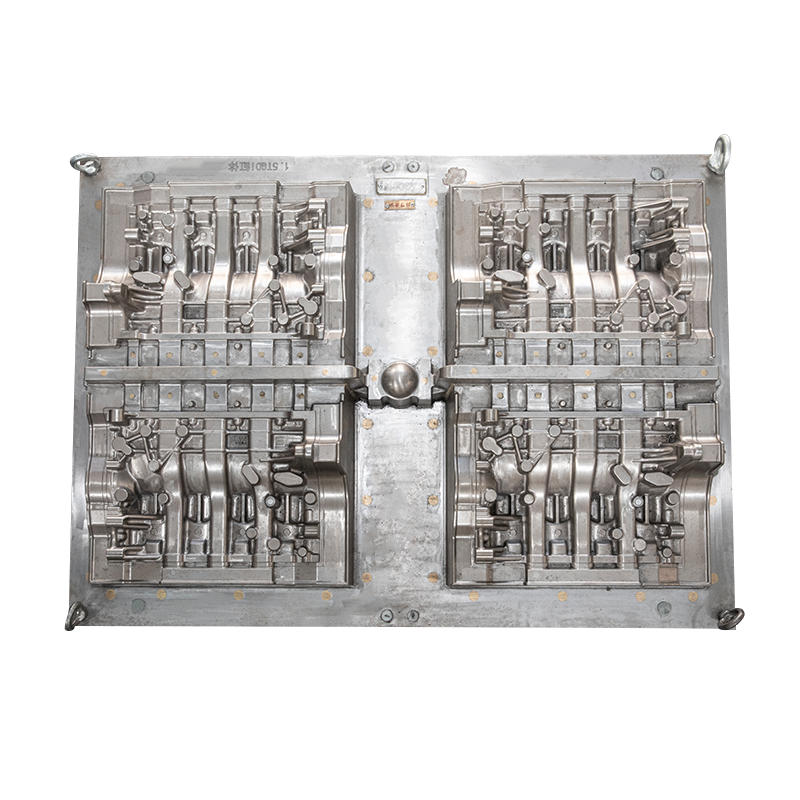
Spaans Ponsmatrijs is een accessoire dat overeenkomt met de pons. Het werkstuk ondergaat plastische vervorming onder de gecombineerde actie van de stempel van de stempel en de weerstand van de matrijs om het verwerkingsproces te voltooien. De stansmatrijs is een onmisbaar onderdeel van het stempelproces. Het stempelproces bestaat uit mallen, stempelapparatuur en stempelmaterialen. De drie elementen van stempelverwerking, alleen wanneer ze met elkaar worden gecombineerd, kunnen de stempeldelen worden verkregen. De levensduur van de CNC-ponsmatrijs hangt af van een redelijke matrijsstructuur, hoge fabricagenauwkeurigheid, goed warmtebehandelingseffect en juiste selectie van ponsen en matrijsinstallatienauwkeurigheid van ponsen. Het juiste gebruik, onderhoud en onderhoud van de matrijs kan niet worden genegeerd. Koppeling.
(1) Vuil moet worden verwijderd voordat de mal wordt geïnstalleerd en gebruikt, en de geleidehuls van de mal en de mal moeten strikt worden gecontroleerd op goede smering.
(2) Controleer regelmatig de draaitafel van de ponspers en de matrijsinstallatiebasis om de coaxiale nauwkeurigheid van de bovenste en onderste draaitafels te waarborgen.
(3) Installeer de convexe en concave mallen op de draaitafel volgens de procedure voor het installeren van de mal om ervoor te zorgen dat de richting van de convexe en concave mallen consistent is. Met name mallen met oriëntatie-eisen moeten voorzichtig zijn om onjuiste of omgekeerde installatie te voorkomen.
(4) Controleer nadat de mal is geïnstalleerd of de bevestigingsschroeven van de installatiebasis van de mal goed zijn vergrendeld.
(5) Wanneer de pons- en matrijsrand van de ponsmatrijs versleten is, moet het slijpen tijdig worden gestopt, anders zal de slijtage van de matrijsrand snel toenemen, de slijtage van de matrijs versnellen en de kwaliteit van de pons verminderen en het leven van de dobbelsteen.
(6) Er moet een back-up zijn van de algemene vormen die worden gebruikt bij massaproductie, zodat de productie kan worden geroteerd om aan de productiebehoeften te voldoen.
(7) Het stempelpersoneel moet zachter metaal gebruiken om bedieningsgereedschap te maken bij het installeren van de mal om schade aan de mal te voorkomen bij kloppen of breken tijdens het installatieproces.
(8) De vorm moet tijdens het transport met zorg worden behandeld en er mag geen rommel worden achtergelaten om schade aan de snijkant en geleider van de vorm te voorkomen.
(9) Na gebruik moet de mal op tijd worden teruggezet in de daarvoor bestemde positie en worden behandeld met olie en roestpreventie.
(10) Om de levensduur van de vorm te garanderen, moet de veer van de vorm regelmatig worden vervangen om te voorkomen dat de vermoeidheidsschade van de veer het gebruik van de vorm beïnvloedt.
(11) Bij de productie van metaalstansen en trekken zijn de factoren die de opbrengst van stempelen en trekken beïnvloeden ruwweg de nauwkeurigheid van de stempelapparatuur, de rationaliteit van het matrijsontwerp, de kwaliteit van de stempelmatrijs en de prestaties van de stempelolie .