Pусский
Pусский Spaans
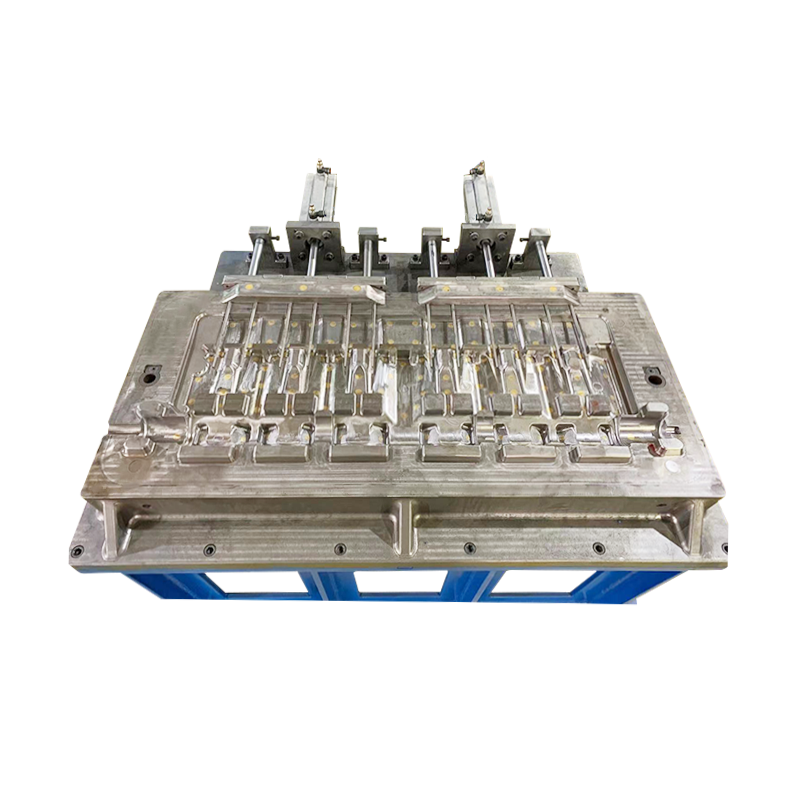
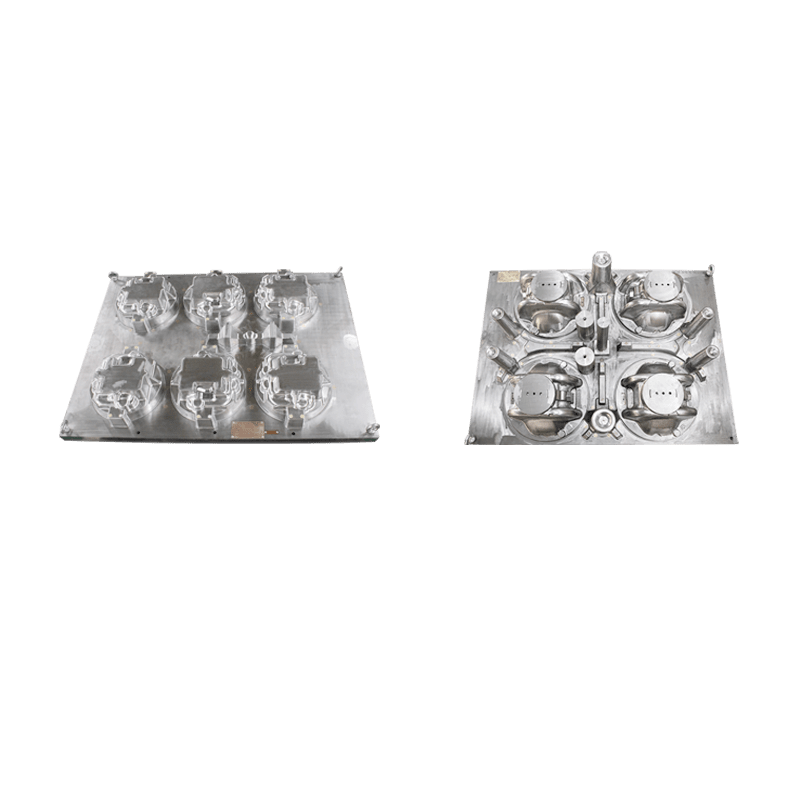
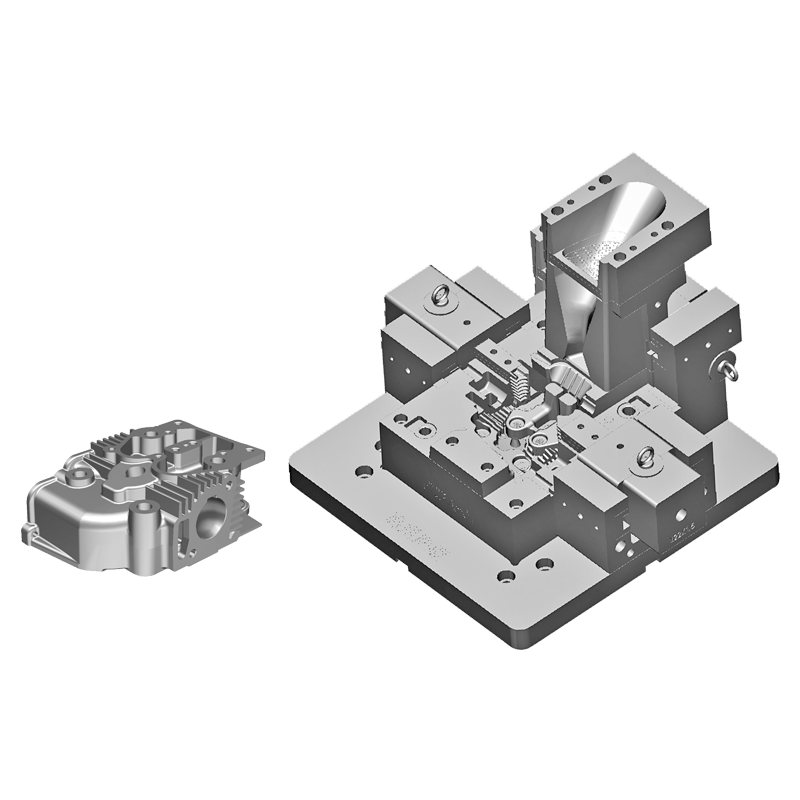
Spaans Zaken die aandacht behoeven bij de productie van spuitgietstukken van aluminiumlegeringen:
1. Wanddikte, de dikte van de opening zal de aanvulling beïnvloeden;
2. Ontvormen, wat veel moeilijker is dan spuitgieten, daarom moet speciale aandacht worden besteed aan het instellen van de lossingshoek en de ontvormkracht. Gewoonlijk is de trekhoek 1 ~ 3 graden, rekening houdend met de gladheid van het ontvormen. De helling van de externe diepgang is kleiner dan die van de interne diepgang, de externe diepgang is 1 graad en de interne diepgang is 2 ~ 3 graden;
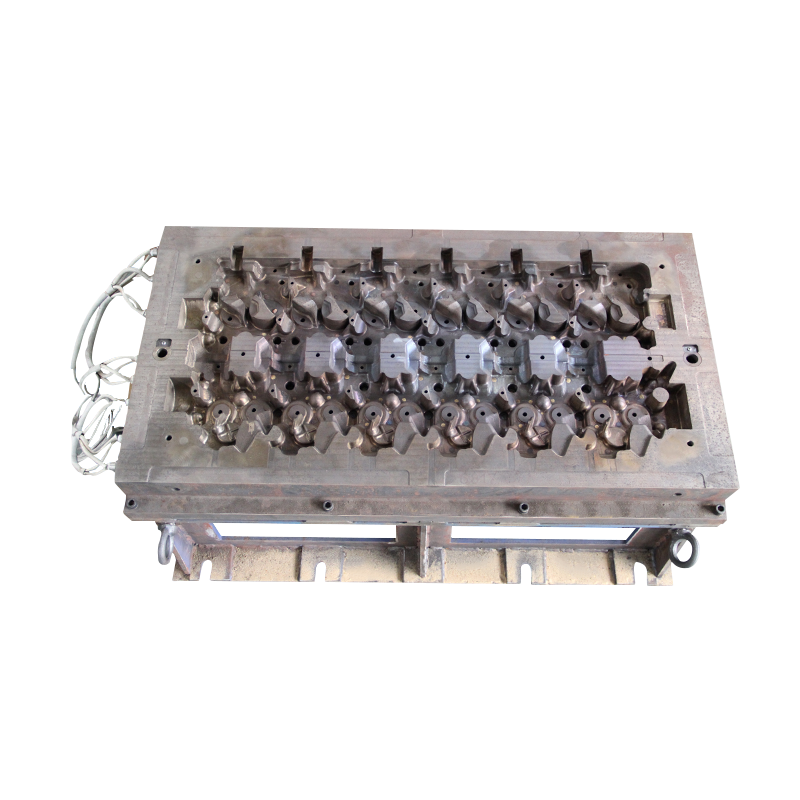
3. In de mal, als er meerdere directionele pompposities zijn, zelfs als de twee uiteinden zijn geplaatst, is het beter om het onderste pompcentrum niet te plaatsen, omdat het onderste pompcentrum scheuren zal veroorzaken;
4. Sommige gietstukken van aluminiumlegeringen hebben andere voorschriften, zoals olie-injectie, poederspuiten, enz. Op dit moment is het noodzakelijk om de overloopgroef van de poort te vermijden om de instelling te vergemakkelijken;
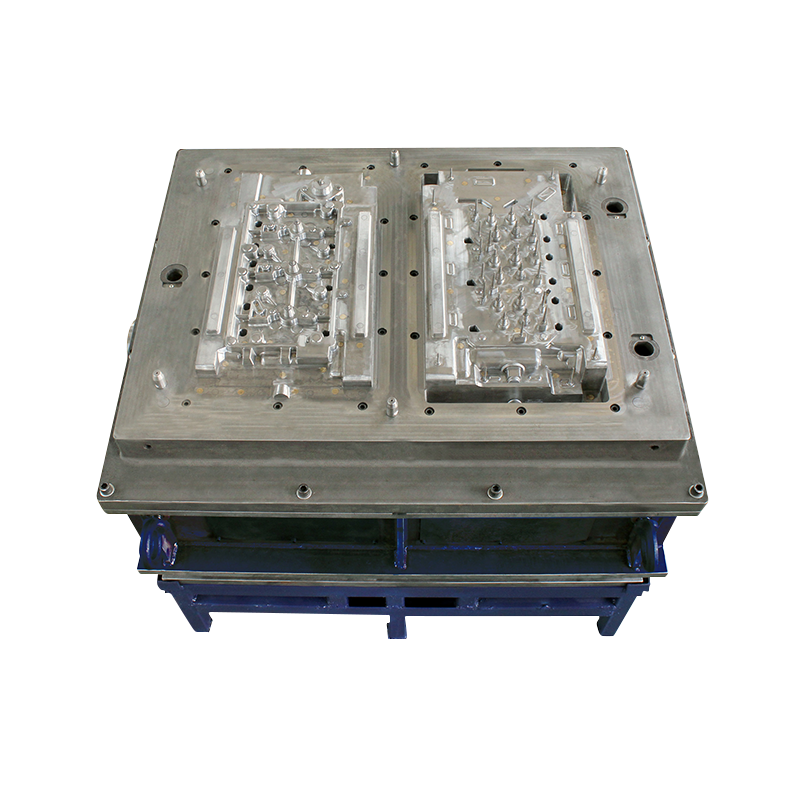
5. Voorkom gecompliceerde vormdoeken in de lay-out en kan geen meerdere kernen of spiraalvormige kernen gebruiken;
6. Stop de externe verwerking. Het is noodzakelijk om het verwerkingsbedrag in de hele machineplanning te laten. , is het tijd voor vonken op de mal. Het is beter om niet meer dan 0,8 mm over te laten en er zijn geen poriën te zien op het bewerkte oppervlak omdat het wordt beschermd door een harde laag;
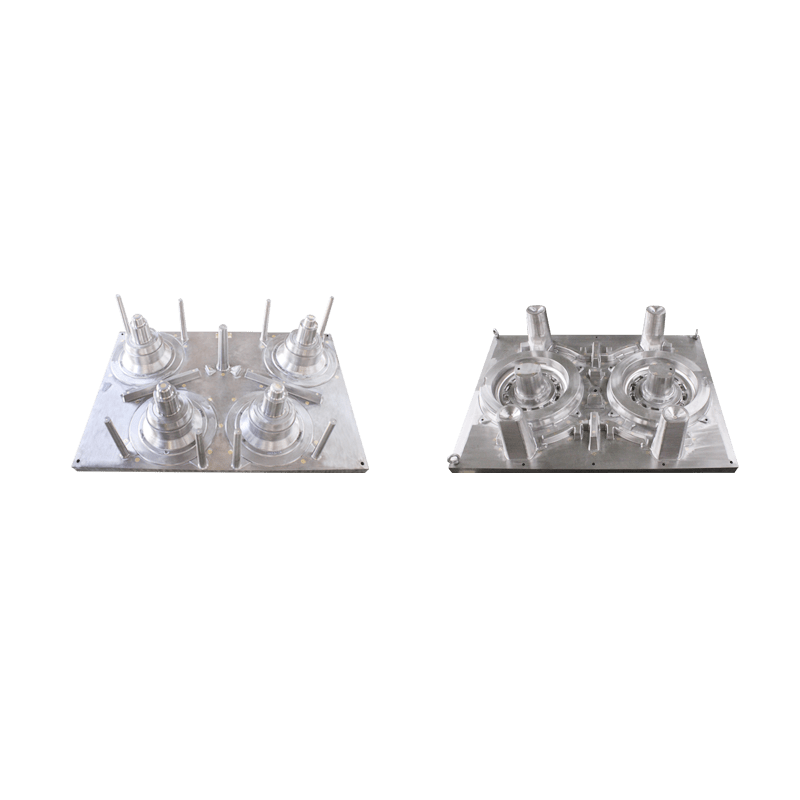
7. Gegoten onderdelen van aluminiumlegering zijn niet elastisch en de gesppositie moet dezelfde zijn als die van plastic;
8. Maak op weekdagen geen diepe gaten, maak alleen wat gaten bij het openen van de vorm en verwerk deze vervolgens;
9. Als het een dunwandige machine is, is deze niet te dun en moeten verstevigingsribben worden gebruikt om de buigweerstand te vergroten.